





Стрипер, статок для оброблення кабелів
Ціну уточнюйте
- Під замовлення
 Відправка з 27 червня 2024
Відправка з 27 червня 2024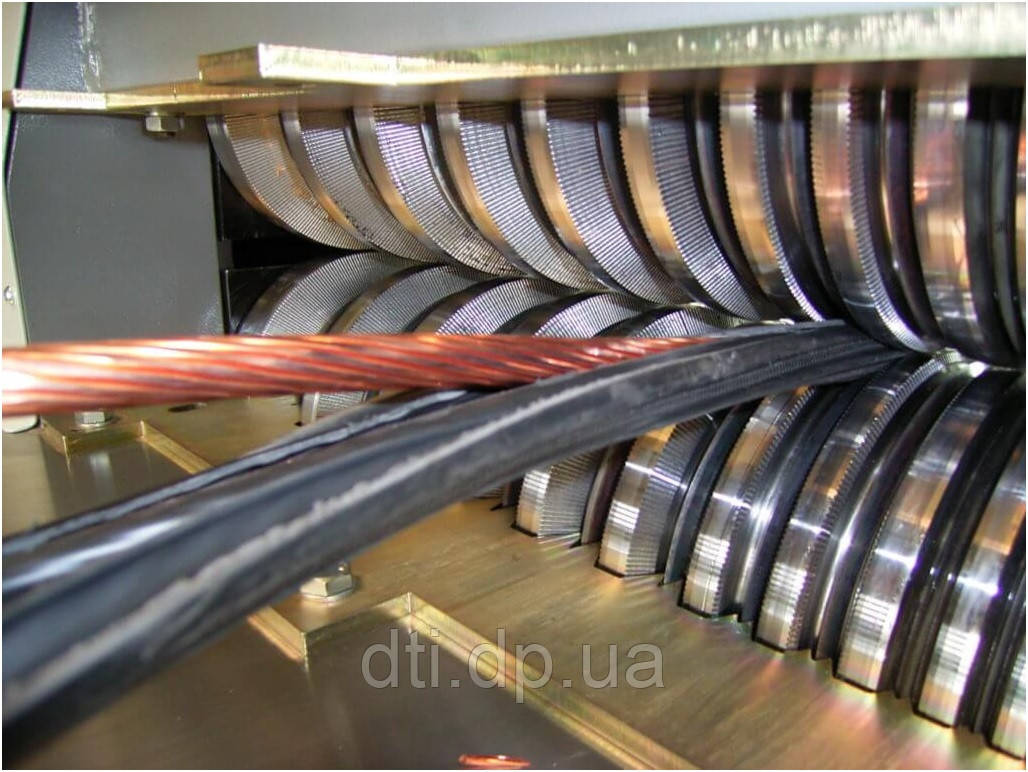
ООО « ДНЕПРТЕХИНВЕСТ»
Виробництво кабелів-роздільного обладнання
Ефективність роботи ломопереробних виробництв істотно визначається Якістю та ступенем поділу металолома, що надходить до них, на чорні та кольорові метали. Останні в чималій кількості містяться ламі кабелю. Відділення металу від ізоляції ручним способом (наприклад, термічним способом) також можливо, але застосовується переважно на невеликих електромонтажних виробництвах. Під час зростання масштабів виконання цих робіт оброблення кабелю здійснюється на спеціальному механічному обладнанні, яке називається верстат для оброблення кабелю.
Принцип механічного видалення ізоляції та обплетення з кабелю
Таке обладнання називають механічними стриперами. Принцип дії механічного стрипера полягає в поступовому впровадженні приводних півножів (що мають форму радіусу окружності зовнішнього обплетення кабелю) у шар ізоляції, з подальшим її відділенням від металевої жили. Водночас верстат для оброблення кабелю обладнується спеціальним блокувальним вузлом, який запобігає ходу ножів до зовнішнього периметра самої жили. Потім затискний фрагмент кабелю примусово переміщається вздовж своєї осі, унаслідок чого відбувається повне його звільнення від шару ізоляції.
Для забезпечення якості різання в стриперах передбачається примусовий затискач кабелю в зоні поділу. Водночас створюються стискальні напруги, які, по-перше, збільшують точність різання, а, по-друге, сприяють ефективнішому відділенню ізоляції, матеріал якої (порівнюючи з металом жили) має менші значення опору зрізу.
Стрипери ефективні під час оброблення як одножильних, так і багатожильних кабелів.
Типовий верстат для оброблення кабелів працює в наступному технологічному циклі:
1. Розділений кабель встановлюється в робочу зону півножів і затискається там до упору рифленими затискачами.
2. Виконується контрольований робочий хід інструмента з прорізуванням ізоляції.
3. Розрізані частини ізоляційного шару розсуваються в протилежні боки. Водночас ізоляція остаточно відділяється від металевих жил кабелю.
4. Виробляється змотування жил у бухту.
Конструкції стриперів і послідовність їхньої роботи
Стрипер для оброблення бронованого кабелю:
Сучасні механічні верстати дають змогу обробляти кабелі діаметром 100...150 мм і навіть більше, причому одночасно може виконуватися оброблення декількох кабелів. Верстат для оброблення кабелю складається з таких вузлів:
§ Верхнього блока з вбудованим верхнім ножем;
§ Валково-правильного заднього пристрою;
§ Приводного вала, на консолі якого встановлюється рухливий ніж;
§ Привода, що містить електродвигун і редуктор;
§ Рами;
§ Упорного блока, що створює натиск на кабель, який підлягає поділу;
§ Пульта керування;
§ Вузла регульованого упору;
§ Клинового механізму для поперечного зсуву кабелю.
У деяких конструкціях функції затиску та переміщення виконує один вузол — упорний блок.
Вибір обладнання здійснюється за діаметром усіх жил кабелю, а також за значенням крутного моменту, який здатний розвинути привод станка.
Механізоване оброблення кабелю виконується в наступній послідовності. Перед видаленням ізоляції кабель розрізається на частини завдовжки до 1,5...2 м (розміри визначаються геометричними параметрами бухти, що намотується). Далі валковим пристроєм подавання, що обробляє частину кабелю, вирівнюється й подається в робочу зону дії ножів.
Багато конструкцій розкладеного обладнання здатні розрізати не тільки ізоляцію, але й броньоване обплетення кабелю. У таких конструкціях часто передбачається перехід сортування обплетення від ізоляції, що підвищує ефективність процесу оброблення кабелів.
Для можливості роботи верстатів у безперервному режимі вони додатково обладнуються мастильними станціями, що забезпечують ефективне змащення робочих вузлів.
Особливості виготовлення й експлуатації окремих вузлів
Довговічність і точність оброблення визначається точністю монтажу та виготовлення різальних півножів. Їх виготовляють з інструментальної сталі марок У10 або У12, і загартовують на твердість до 50...55 HRC. Для різання багатожильних кабелів використовують ножі з твердосплавними вставками зі сплаву ВК8. У цьому разі корпус ножів виготовляють із якісно конструкційної сталі 45 або 30Х, а напаювання робочих твердосплавних пластин у посадкове місце корпусу виробляють методом напаяння міддю. Підвищення ефективності застосування ножів можна домогтися, використовуючи конструкції з кількома різальними крайками: у міру затуплення ніж повертають на певний кут, вводячи в роботу нову ділянку різальної крайки.
Деякі закордонні фірми забезпечують обладнання для оброблення додатковими вузлами, зокрема й волальними фільєрами. Вони підхоплюють очищену зону кабелю і проштовхують його у вхідний отвір, після чого протягують кабель через зону з невеликим — до 8...10% — обтисканням. У результаті виходить металевий стрижень, суцільність якого практично відповідає суцільності основного металу.
Продуктивність стриперів визначається швидкістю обертання рухомих півножів, а їхня ефективність — співвідношенням параметрів потужності привода та діаметра оброблюваного кабелю.
Станки такого роду компактні, не вимагають для свого встановлення спеціального фундаменту, а тому легко можуть встановлюватися й перевстановлюватися на відповідних ділянках відповідних виробництв.
Основні технічні характеристики механічного обладнання для оброблення електричних кабелів:
|
Модель обладнання |
Споживана потужність, КВт |
Діаметр розрізаного кабелю, мм |
Тип ножів |
Швидкість різання, м/хв |
Цена,$ |
|
ДРК-3
|
3,5 |
5…60 |
Секційні напівножі |
20…40 |
4500 |
|
ДРКБ-9 |
9 |
15…140 |
Роликові ножі |
20…40 |
8000 |
Універсальність застосування такого обладнання забезпечується наявністю різальних головок, які легко перевстановлюються оператором у відповідні посадкові місця інструментального блока.
| Основні | |
|---|---|
| Стан | Новий |
- Ціна: Ціну уточнюйте
